

Обратный нагреватель
RECUPERATOR
Обратный нагреватель
Принцип работы:
Обратные нагреватели используются в энергетической системе для возврата тепла по циклу, деталь находится под давлением нагнетателя, затем нагревается и разогревается в энергетическом оборудовании для выполнения работы. Обратные нагреватели используют отработанное тепло пара (газа) для нагрева начальной температуры циркулирующей массы, в энергетическом цикле для достижения постоянного давления процесса нагрева, из-за фактической работы давления неизбежно производит потери, поэтому процесс проектирования обратных нагревателей перепада давления требования строгие; в то же время, чтобы восстановить как можно больше, чтобы восстановить отработанное тепло пара (газа), и эффективно повысить эффективность системы, обратные нагреватели обычно требуется, чтобы иметь высокую степень эффективности.
Основные характеристики возвратных нагревателей:
-
Высокая компактность
Удельная площадь поверхности до 1500 кв. м/м³ и более, объем всего 1/5 ~ 1/2 от традиционного теплообменника
-
Высокая эффективность и низкий перепад давления
Эффективность до 90% и более, снижение давления до 2% и менее
-
Высокое соотношение мощности и веса
До 1,5 кВт/кг и более
-

Высокая температура применения
Может использоваться при температуре 900°C
-

Высокое соотношение качества и цены
Значительное ценовое преимущество перед аналогичными зарубежными товарами
Преимущество обратного нагревателя ENN
-

Передовые технологии теплопередачи
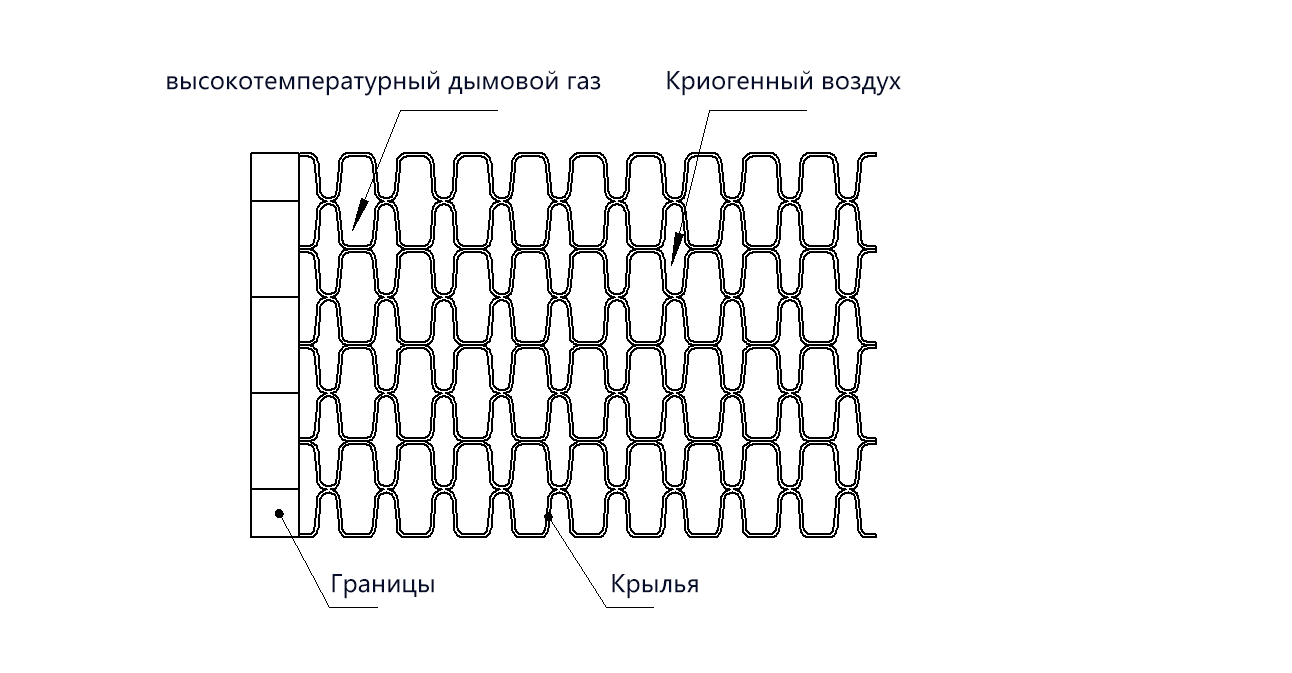
Сердцевина возвратных нагревателей ENN состоит только из ребер, что исключает промежуточную прокладку по сравнению с традиционным пластинчато-ребристым теплообменником. По сравнению с пластинчатым теплообменником, толщина пластины теплообменника ENN составляет всего 0,15~0,3 мм, что значительно снижает вес оборудования. Ребра штампуются для формирования гофрированного бегунка, который может уменьшить неэффективную потерю давления при усилении теплопередачи; ребра укладываются друг на друга для формирования бегунка с эквивалентным диаметром всего 0,2 ~ 3 мм, который является очень компактным.
-

Высокоточный процесс формовки плавников
Применяется высокоточная автоматическая пробивная машина для формирования плавника, применимая толщина плавника 0,1~0,3 мм, точность формирования плавника ±0,015 мм, отсутствие трещин и разрывов обжимного края, небольшое утонение толщины, небольшие механические повреждения в процессе обжима, высокое качество формирования.
-

Технология прецизионной сварки
Сварка ультратонких металлических ребер является основной технологией производства первичных возвратных нагревателей поверхностного типа, а также представляет собой самую большую техническую трудность при локализации микротопливных возвратных нагревателей. Компания ENN освоила технологию сварки ультратонких металлических деталей, постоянно оптимизируя процесс сварки ребер толщиной 0,1 мм, с меньшим количеством дефектов в сварном шве и высокой надежностью сварки.
-

Интеллектуальная линия комплексного производства рулонной сварки
Компания ENN разработала первый в Китае комплект автоматической линии по производству интегрированных валков-сварок, которая объединяет в себе прокатку основного корпуса, транспортировку боковых планок, сварку и другие функции, позволяет добиться точного позиционирования и сварки ребер и боковых планок в процессе прокатки, имеет высокую степень интеграции, высокую скорость, высокую точность сварки и в десятки раз более эффективна, чем ручное производство.
